

以下是:安徽省淮北市发货及时的自动包装流水线厂家的产品参数
产地 广东 别称 生产线 范围 的自动包装流水线供应范围覆盖安徽省、合肥市、马鞍山市、蚌埠市、黄山市、阜阳市、亳州市、六安市、巢湖市、铜陵市、淮北市、淮南市、芜湖市、安庆市、滁州市、宿州市、宣城市、池州市 杜集区、相山区、烈山区、濉溪县等区域。 【依利达】业务覆盖多领域场景,主营濉溪热收缩包装机真诚合作、烈山热收缩包装机质量三包、淮南热收缩包装机好货有保障、铜陵热收缩包装机层层质检等产品服务。发货及时的自动包装流水线厂家,依利达包装器材(淮北市分公司)为您提供发货及时的自动包装流水线厂家产品案例,联系人:陆经理,电话:【18762195566】、【18762195566】。 安徽省,淮北市 淮北市,别称相城,安徽省辖地级市,地处安徽省北部,地势自西北向东南微倾,属暖温带半湿润季风气候区,总面积2741平方千米。截至2022年10月,全市下辖3个区、1个县。截至2022年末,淮北市常住人口195万人。
想要更直观地感受发货及时的自动包装流水线厂家产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!以下是:安徽淮北发货及时的自动包装流水线厂家的图文介绍
自动包装流水线可作为运输机械已应用于煤炭、粮食、面粉加工厂等行业。既可运送散装物料,又可运送袋装物料。用户在安装及使用此类设备时,对常出现一些故障原因不太清楚,处理方法不多。本文分析说明了此类设备常见故障的处理方法。? 一、自动包装流水线输送带的解决办法:? 1、?初张力太小。自动包装流水线输送带离开滚筒处的张力不够造成输送带打滑。这种情况一般发生在启动时,解决的办法是调整拉紧装置,加大初张力。? 2、?自动包装流水线传动滚筒与输送带之间的摩擦力不够造成打滑。其不要原因多半是输送带上有水或环境潮湿。解决办法是在滚筒上加些松香末。但要注意不要用手投加,而应用鼓风设备吹入,以免发生人身事故。? ?? 3、?自动包装流水线尾部滚筒轴承损坏不转或上下托辊轴承损坏不转的太多。造成损坏的原因是机尾浮沉太多,没有及时检修和更换已经损坏或转动不灵活的部件,使阻力增大造成打滑。??? 4、?启动速度太快也能形成打滑。此时可慢速启动。如使用鼠笼电机,可点动两次后再启动,也能有效克服打滑现象。? 5、?自动包装流水线里的输送带的负荷过大,超过电机能力也会打滑。此时打滑有利的一面是对电机起到了保护作用。否则时间长了电机将被烧毁。但对于运行来说则是打滑事故。?
按自动包装流水线生产节拍特性分类:自动包装流水线完成一个工作循环所需要的时间称为自动线的生产节拍。按其生产节拍特性可分为固定节拍和非固定节拍两种形式。? ??
1.固定节拍自动线:固定节拍是指自动线中所有单元设备的丁作节拍等于或成倍于自动线的生产节拍。在这类自动线上工序间没有储料装置,机床按照工件工艺顺序依次排列,工件由输送装置严格地按生产线的生产节拍强制性地沿固定路线从一个工位送到下一个工位,直到加工完毕。2.非固定节拍自动线:非固定节拍自动线是指自动线中各设备的工作节拍不同,各设备的工作周期是其完成各自工序所需要的实际时间。
自动包装流水线好处?(1)较低的直接劳动参与;? ?(2)较低的产品成本,因为设备的固定成本由大量的产品平摊了;??(3)较高的生产率;? ?(4)制造提前时间(从开始生产直到成品完工之间的时间)至短,在制品数量至少;??(5)工厂占地面积至小。?
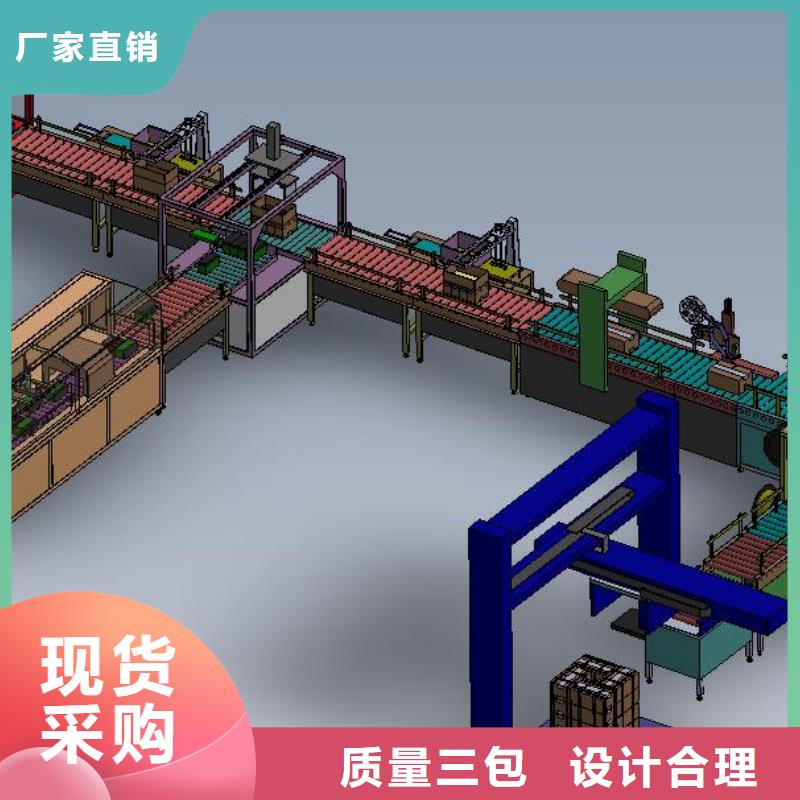
自动包装流水线是集纸箱成型、自动装箱、自动封箱为一体。配套前段自动化生产线,可达到无人化包装。适用于圆瓶和扁瓶不同排列的自动装箱,一机多用、点地面积小、性能稳定、操作简单,大大减少劳动力,提高生产效率,降低生产成本。专为国内多家知名日用清洁用品、调味品企业设计。可根据客户不同的包装要求进行个性化设计、制造。
操作流程
自动包装流水线主要操作流程:已装好产品折好上盖的产品箱从左边的滚筒进入此流水线,进入台包装机械:全自动一字型封箱机(进行一字型封箱)—→进入第二台包装机械:全自动打包机(打两道打包带)—→进入第三台包装机械:90°旋转机—→进入第四台包装机械:全自动角边封箱机(进入四角边封箱,形成工字型封箱)—→进入至后的第五台包装机械:全自动打包机(打另外两道的打包带,形成井字形打包)—→工字型封箱+井字型打包完成。
全自动封箱打包生产包装流水线解决方案?:全自动封箱打包生产包装流水线主要是为了实现包装箱自动上下封箱,角边封箱,井字打包包装的功能,本套设备主要由以下构成:一字型全自动封箱机(1台)、角边封箱机(直入型)(1台)?顶升移栽机构(一台)、无人化打包机(2台)前后端无动力滚筒线各0.5米,主要操作流程:已装好产品折好上盖的产品箱从左边的滚筒进入此流水线,进入台包装机械:全自动一字型封箱机(进行一字型封箱)—→进入第二台包装机械:全自动打包机(打两道打包带)—→进入第三台包装机械:90°旋转机—→进入第四台包装机械:全自动角边封箱机(进入四角边封箱,形成工字型封箱)—→进入后的第五台包装机械:全自动打包机(打另外两道的打包带,形成井字形打包)—--→工字型封箱+井字型打包完成。这就是工厂常用款的自动包装流水线经典
.自动包装流水线是指按照工艺过程,把一条流水线上的机器联结起来,形成包括上料、下料、装卸和产品加工等全部工序都能自动控制、自动测量和自动连续的自动包装流水线。
安徽淮北依利达包装器材有限公司是一家集生产、加工、销售为一体的专业生产厂家。产品品种齐全,质量精良,部分产品包工包料。主要销往国内各大省市,深受客户的认可和信赖! 我公司主要产品有 热收缩包装机,我公司员工团结奋进,以严谨的工作作风,依靠同行业中先进的技术设备、优良的产品质量、率的服务理念,争得了市场份额,紧跟时代的步伐、务实的品质,使我们确立了自身的赢家地位。欢迎用户光临垂询,以对我们的产品有更进一步的了解,彼此互利,共创辉煌。 我公司秉承“以客户为中心,以低价好质量为基础,以更好服务为手段,以客户满意为目标”的经营理念,我们深信:每一个产品就是一条广告,并且我们以更优惠的价格、先进的技术设备、完善的售后服务来赢得用户的信任,
克服自动包装流水线里的输送带打滑现象,首先要找到打滑原因,方可采取有效解决措施。?? 在使用过程中,如果出现跑偏,则要作以下检查以确定原因,进行进行调整。输送带跑偏时常检查的部位和处理方法有:1、?检查托辊横向中心线与带式输送机纵向中心线的不重合度。如果不重合度值超过3mm,则应利用托辊组两侧的长形安装孔对其进行调整。具体方法是输送带偏向哪一侧,托辊组的哪一侧向输送带前进的方向前移,或另外一侧后移。2、检查头、尾机架安装轴承座的两个平面的偏差值。若两平面的偏差大于1mm,则应对两平面调整在同一平面内。头部滚筒的调整方法是:若输送带向滚筒的右侧跑偏,则滚筒右侧的轴承座应当向前移动或左侧轴承座后移;若输送带向滚筒的左侧跑偏,则滚筒左侧的轴承座应当向前移动或右侧轴承座后移。尾部滚筒的调整方法与头部滚筒刚好相反。 3、?检查物料在输送带上的位置。?物料在输送带横断面上不居中,将导致输送带跑偏。如果物料偏到右侧,则皮带向左侧跑偏,反之亦然。在使用时应尽可能的让物料居中。为减少或避免此类输送带跑偏可增加挡料板,改变物料的方向和位置??
选购发货及时的自动包装流水线厂家来安徽省淮北市找依利达包装器材(淮北市分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:陆经理-【18762195566】,地址:[佛山市禅城区南庄镇商业广场二座]。
















