



想知道PE燃气管_dn50电力管源头厂家供应产品的独特魅力吗?视频里的产品介绍,比文字更有说服力,一看便知!
以下是:辽宁阜新PE燃气管_dn50电力管源头厂家供应的图文介绍

润星电力管材(阜新市分公司)
润星电力管材(阜新市分公司)秉承质量为首,诚信的经营宗旨和以技术为先导、创新、专业、差异的经营理念,坚持精益求精,不断创新,品质取胜,顾客满意的质量方针,坚持高起点、高质量、高技术的经营思路,不断加大 七孔梅花管科技开发力度,已经成为 七孔梅花管行业中的一颗璀璨的恒星,展望未来,本公司全体同仁们将始终秉承敬业、爱业的企业精神,锐意改革、不断创新与广大用户携手共进,缔造辉煌的明天


HDPE燃气管热熔连接施工步骤分为以下几个方面。将HDPE燃气管的管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。两焊HDPE燃气管的管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。切削所焊HDPE燃气管的管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。
HDPE燃气管热熔对接是采用热熔对接焊机来加热HDPE燃气管管端(热熔对接温度为210+10℃),待管端熔化后,迅速将其贴合,保持一定的压力,经冷却达到熔接的目的。适用管径范围:dn≥90mm,操作步骤是用电动旋刀分别将HDPE燃气管管材端切平整,确保两管材接触面能充分吻合。将需安装连接的两根PE管水材同时放在热熔器夹具上(夹具可根据所要安装的管径大小更换夹块),每根管材另一端用管支架托起至同一水平面。将电加热板升温至210℃,放置两管材端面中间,操作电动液压装置使两管端面同时完全与电热板接触加热。抽掉加热板,再次操作液压装置,使己熔融的两管材端面充分对接并锁定液压装置(防止反弹)。保持一定冷却时间松开,操作完毕。HDPE燃气管施工完毕,须经试压验收合格后,方可埋土投入使用。
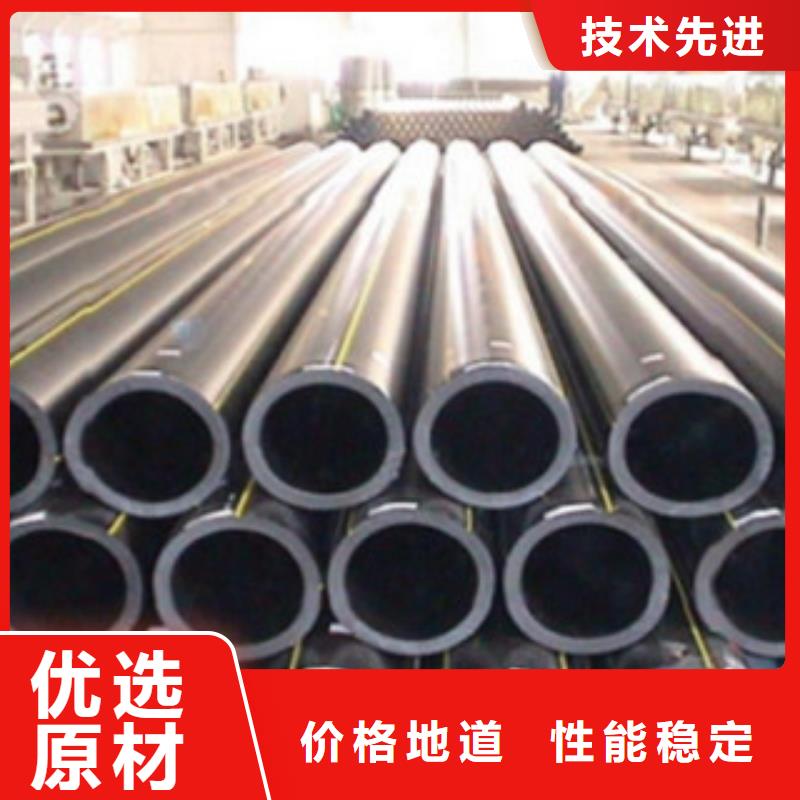
HDPE燃气管是以专用聚乙烯为原材料经塑料挤出机一次挤出成型,应用于城镇给水管网、灌溉引水工程及农业喷灌工程,特别适用于耐酸碱、耐腐蚀环境的塑料管材。由于PE管道采用热熔、电热熔连接,实现了接口与管材的一体化,并可有效抵抗压力产生的环向压力及轴向的抗冲压力,而且PE管材不添加重金属盐稳定剂,材质,不结垢、不滋生细菌,避免了饮水的二次污染。HDPE燃气管的焊接可以分为下面这几步,焊接给水管时,管子接口要浮锈、污垢及油脂。HDPE燃气管焊接时,将两管轴线对中,先将两管端部点焊固定,切割时,其割断面应与管子中心线垂直,以保证管子焊接完毕的同心。HDPE燃气管壁厚在5mm以上时,应切割坡口,保证充分焊透。坡口成形可采用气焊切割或坡口机加工,但应渣屑和氧化铁,并用锉刀打磨,直至露出金属光。
HDPE燃气管热熔对接是采用热熔对接焊机来加热HDPE燃气管管端(热熔对接温度为210+10℃),待管端熔化后,迅速将其贴合,保持一定的压力,经冷却达到熔接的目的。适用管径范围:dn≥90mm,操作步骤是用电动旋刀分别将HDPE燃气管管材端切平整,确保两管材接触面能充分吻合。将需安装连接的两根PE管水材同时放在热熔器夹具上(夹具可根据所要安装的管径大小更换夹块),每根管材另一端用管支架托起至同一水平面。将电加热板升温至210℃,放置两管材端面中间,操作电动液压装置使两管端面同时完全与电热板接触加热。抽掉加热板,再次操作液压装置,使己熔融的两管材端面充分对接并锁定液压装置(防止反弹)。保持一定冷却时间松开,操作完毕。HDPE燃气管施工完毕,须经试压验收合格后,方可埋土投入使用。
HDPE燃气管是以专用聚乙烯为原材料经塑料挤出机一次挤出成型,应用于城镇给水管网、灌溉引水工程及农业喷灌工程,特别适用于耐酸碱、耐腐蚀环境的塑料管材。由于PE管道采用热熔、电热熔连接,实现了接口与管材的一体化,并可有效抵抗压力产生的环向压力及轴向的抗冲压力,而且PE管材不添加重金属盐稳定剂,材质,不结垢、不滋生细菌,避免了饮水的二次污染。HDPE燃气管的焊接可以分为下面这几步,焊接给水管时,管子接口要浮锈、污垢及油脂。HDPE燃气管焊接时,将两管轴线对中,先将两管端部点焊固定,切割时,其割断面应与管子中心线垂直,以保证管子焊接完毕的同心。HDPE燃气管壁厚在5mm以上时,应切割坡口,保证充分焊透。坡口成形可采用气焊切割或坡口机加工,但应渣屑和氧化铁,并用锉刀打磨,直至露出金属光。



随着PE燃气管道越来越多的替换老旧铸铁管道,一些不常遇到的问题就接踵而至,有些客户会问,PE燃气管这么好用,那么与球阀、蝶阀之类的阀门连接时,应该怎样连接?PE燃气管与阀门(闸阀|蝶阀)连接,一般情况下PE燃气管道与铸铁管以及阀门连接时,都采用法兰连接,这是常用的PE燃气管连接方式。PE燃气管与阀门连接之法兰连接操作步骤,按金属管法兰连接要求,将一个钢质法兰片焊接在待连接的钢管端部。将另一个钢质法兰片(背压活套法兰)套入待连接的聚乙烯PE法兰连接件(跟型管端)的端部。按聚乙烯PE燃气管连接要求,将法兰连接件(跟型管端)平口端与聚乙烯PE燃气管进行热熔连接或电熔连接。将法兰垫片或密封圈放入金属管端钢质法兰片与法兰连接件(跟型管端)端面。
并使连接面配合紧密。安装螺栓,对称位置均匀紧固螺栓——安装完成。本图适用于PE燃气管材的热熔连接,当dn≤110时,采用热熔承插连接;当dn≥110时,采用热熔对接连接。PE燃气管热熔连接工具的温度控制应,加热面温度分布应均匀,加热面结构应符合焊接工艺要求。热熔连接前、后应使用洁净棉布擦净加热面商的污物。PE燃气管热熔连接加热时间、加热温度和施加的压力以及保压、冷却时间,应符合热熔连接工具生产企业和聚乙烯管材、管件以及管道附件生产企业的规定。在保压、冷却期间不得移动连接管件或在连接件上施加任何外力。PE燃气管材、PE燃气管件热熔承插连接操作步骤。PE燃气管材端口外部宜进行倒角,角度不宜小于30℃,且管材表面坡口长度不大于4mm。
测量管件承口长度,并在管材插入端标出插入长度和刮除插入段表皮。PE燃气管材、管件连接面商的污物应用洁净棉布擦净。公称外径大于或等于63mm的管道热熔承插连接,应采用机械装置的热熔承插连接,并校直两对应的待连接件,使其在同一轴线上。公称外径小于63mm的管道热熔连接,在整圆工具配合下,可采用手动热熔承插连接。PE燃气管材插口外表和PE燃气管件承口内表面应使用热熔承插式加热工具加热。加热完毕后,待连接件应迅速脱离承插连接加热工具,检查连接件的加热面熔化的均匀性和是否有损伤。然后,用均匀外力将PE燃气管材插入管件承口内,至管材插入长度标记位置,使其承口端部形成均匀凸缘。给水用聚乙烯(PE)管件应符合 标准《给水用聚乙烯(PE)管道系统第2部分:管件》GB/T13663.2-2005的相关规定及要求。
并使连接面配合紧密。安装螺栓,对称位置均匀紧固螺栓——安装完成。本图适用于PE燃气管材的热熔连接,当dn≤110时,采用热熔承插连接;当dn≥110时,采用热熔对接连接。PE燃气管热熔连接工具的温度控制应,加热面温度分布应均匀,加热面结构应符合焊接工艺要求。热熔连接前、后应使用洁净棉布擦净加热面商的污物。PE燃气管热熔连接加热时间、加热温度和施加的压力以及保压、冷却时间,应符合热熔连接工具生产企业和聚乙烯管材、管件以及管道附件生产企业的规定。在保压、冷却期间不得移动连接管件或在连接件上施加任何外力。PE燃气管材、PE燃气管件热熔承插连接操作步骤。PE燃气管材端口外部宜进行倒角,角度不宜小于30℃,且管材表面坡口长度不大于4mm。
测量管件承口长度,并在管材插入端标出插入长度和刮除插入段表皮。PE燃气管材、管件连接面商的污物应用洁净棉布擦净。公称外径大于或等于63mm的管道热熔承插连接,应采用机械装置的热熔承插连接,并校直两对应的待连接件,使其在同一轴线上。公称外径小于63mm的管道热熔连接,在整圆工具配合下,可采用手动热熔承插连接。PE燃气管材插口外表和PE燃气管件承口内表面应使用热熔承插式加热工具加热。加热完毕后,待连接件应迅速脱离承插连接加热工具,检查连接件的加热面熔化的均匀性和是否有损伤。然后,用均匀外力将PE燃气管材插入管件承口内,至管材插入长度标记位置,使其承口端部形成均匀凸缘。给水用聚乙烯(PE)管件应符合 标准《给水用聚乙烯(PE)管道系统第2部分:管件》GB/T13663.2-2005的相关规定及要求。



PE燃气管生产厂家制造的产品种类是比较多的,为了可以发挥产品特点,我们需要对其它的性能进行了解,现在我们就来了解这方面的知识介绍吧?PE燃气管独特的柔韧性还使其能够有效的抵抗地下运动和端载荷。从表面上看,强强度和刚性方面,塑料埋地管不及水泥管及金属管道,但从实际应用看,塑料埋地管是属于“柔性管”,在正确设计和铺设施工下塑料埋地管是和周围土壤共同承受负载的。PE燃气管的压力松弛特性可有效地通过形变而消耗应力。为了确保产品的质量,是可以将其放置在有阳光的地方,可以有效的保证产品的质量,给我们带来极大的好处。
PE燃气管自2017年始执行PE燃气管新标GB15558.1-2015,和老标准(GB15558.1-2003)相比,新标准将标准尺寸比SDR17.6修改为SDR17,增加了两个标准尺寸比:SDR21、SDR26,每种公称直径(dn20—dn630)的壁厚稍有增加,管身颜色变为黑色橘红色条(老标准为黑色黄条)。PE燃气管标准号:新标准GB15558.1-2015;老标准GB15558.1-2003。
PE燃气管道连接应采用电熔连接(电熔承插连接、电熔鞍形连接)或热熔连接(热熔承插连接、热熔对接连接、热熔鞍形连接),不得采用螺纹连接和粘接。PE燃气管道连接前应对管材、管件及设备按设计要求进行核对,并应在施工现场进行外观检查,符合要求方准使用。PE燃气管道不同连接形式应采用对应的专用连接工具。连接时,不得使用明火加热。PE管道与金属管道连接,必须采用钢塑过渡接头连接。1.热熔承插悍:用焊接设置装备部署将管材外外貌及管件内外貌同时加热至熔融状态后用外力将二者粘合在-起。2.热熔对接焊:将管材与管件端面加热至熔融状态,用机器外力交二者粘合在一起。3.电熔承插焊:管材与管件的毗连是通过管件内外貌预埋的电热丝经通电加热后。
PE燃气管施工的特点(1)工效高以PE200的施工为例,一般卡车可装200mΦ200PE管,卸放在管沟100m处。我们一个台班使用2台对焊机,将管子两两相连,待一定数量后,将管子在管沟旁边散开。再用一台焊机,将PE管接上后放入沟槽内。两台焊机一套人马可充分利用 个焊口的冷却时间,进行第二个焊口的操作,这种施工方法工效高,例如1998年在我市大渡口新城工地,该工程包括3958mΦ200PE管,Φ250PE管和2台Φ200PE阀门,全部采用对接焊,整个工程仅用了40天。如果该工程采用同口径的钢管,以一个台班、一个焊工每天焊接6个焊口计算,需3个月才能完成。如施工台班采取 搭配,效果更为理想。现仍以Φ200PE管为例。
PE燃气管自2017年始执行PE燃气管新标GB15558.1-2015,和老标准(GB15558.1-2003)相比,新标准将标准尺寸比SDR17.6修改为SDR17,增加了两个标准尺寸比:SDR21、SDR26,每种公称直径(dn20—dn630)的壁厚稍有增加,管身颜色变为黑色橘红色条(老标准为黑色黄条)。PE燃气管标准号:新标准GB15558.1-2015;老标准GB15558.1-2003。
PE燃气管道连接应采用电熔连接(电熔承插连接、电熔鞍形连接)或热熔连接(热熔承插连接、热熔对接连接、热熔鞍形连接),不得采用螺纹连接和粘接。PE燃气管道连接前应对管材、管件及设备按设计要求进行核对,并应在施工现场进行外观检查,符合要求方准使用。PE燃气管道不同连接形式应采用对应的专用连接工具。连接时,不得使用明火加热。PE管道与金属管道连接,必须采用钢塑过渡接头连接。1.热熔承插悍:用焊接设置装备部署将管材外外貌及管件内外貌同时加热至熔融状态后用外力将二者粘合在-起。2.热熔对接焊:将管材与管件端面加热至熔融状态,用机器外力交二者粘合在一起。3.电熔承插焊:管材与管件的毗连是通过管件内外貌预埋的电热丝经通电加热后。
PE燃气管施工的特点(1)工效高以PE200的施工为例,一般卡车可装200mΦ200PE管,卸放在管沟100m处。我们一个台班使用2台对焊机,将管子两两相连,待一定数量后,将管子在管沟旁边散开。再用一台焊机,将PE管接上后放入沟槽内。两台焊机一套人马可充分利用 个焊口的冷却时间,进行第二个焊口的操作,这种施工方法工效高,例如1998年在我市大渡口新城工地,该工程包括3958mΦ200PE管,Φ250PE管和2台Φ200PE阀门,全部采用对接焊,整个工程仅用了40天。如果该工程采用同口径的钢管,以一个台班、一个焊工每天焊接6个焊口计算,需3个月才能完成。如施工台班采取 搭配,效果更为理想。现仍以Φ200PE管为例。

