


联系我们

带式压滤机_污泥压滤机 安心购
更新时间:2026-03-06 07:26:52 ip归属地:桂林,天气:多云,温度:12-23 浏览次数:8 公司名称: 诠科机械设备(桂林市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 材质 | 不锈钢 |
| 产地 | 郑州 |
| 规格 | 14300*4300*2700 |
| 类型 | 带式压滤机 |
| 颜色 | 金属银色 |
| 品牌 | 诠科 |
| 可定制 | 是 |
| 范围 | 带式压滤机_污泥压滤机 供应范围覆盖广西省、桂林市、南宁市、柳州市、梧州市、北海市、钦州市、贵港市、玉林市、百色市、贺州市、河池市、来宾市、崇左市、防城港市 秀峰区、叠彩区、七星区、雁山区、阳朔县、临桂区、灵川县、全州县、永福县、灌阳县、资源县、平乐县、荔浦市等区域。 |






三、污泥处理知识篇离心式污泥脱水机调试运行技术分析
控制好这些运行工况参数保证长期稳定运行,并在现场出现了变化情况下及时进行科学有效的调整,使其仍然满足完美配合,实现低絮凝剂消耗情况下,污泥处理效果和大的处理效率,从而实现低的运行费用,满足技术经济要求在污水处理厂工艺、设备调试初期,由于受到水质、水量、水处理工艺运行状态等因素的影响,待处理污泥的性质可能会发生很多变化,这种变化对污泥脱水机和絮凝剂的依赖性会产生波动,污泥龄或污泥存放时间会影响到污泥性质,如污泥浓度、污泥有机质含量(或灰分含量)、污离心式污泥脱水机视频泥密度、污泥颗粒规格(污泥自身骨架结构状况)等对絮凝剂和脱水机的依赖波动会更加明显,因此在现场要根据情况及时进行调整来保证能够正常的污泥脱水运行管理即使在污水厂实现了正常运行后,待处理污泥的实际性质或浓度也会发生变化,特别是对于那些没有污泥浓缩池而密闭式板框过滤机直接将污泥进行脱水处理的现场来讲,这种变化可能就会更频繁,波动幅度也会较大,有污泥浓缩池的现场相对变化幅度小些,这些情况往往会被忽略或小视有些时候,由于污泥浓度增加,造成按照原流量进泥时,实际进泥负荷超过了该设备的可接纳负荷指标使处理效果下降若进泥浓度过低,虽然设备的干固体负荷不高,但水力负荷却很大,进入的低浓度污泥由于在高水力负荷下,设备不能形成有效的、厚度均匀的泥环层,沉降的固体会被大量的上清液携带溢流,从而直接影响了处理效果和处理效率。



五、污水处理成本高污水处理设备须投资钱
比如设备的工作效率、废水特点,污水是使用过的水的统称,不同行业污水中的污染物成分是不一样的, 根据不同性质的污水编制了不同的排放标准,污水要处理到符合其规定的排放标准以后才能排放,这就是通常说的达标排放问题一:我厂采用的是CASS工艺,曝气时泡沫上沾有死泥呈黑,溶解氧升高迅速,板框污泥压滤机出水浑,请问是什么原因问题二:我们公司的产品中有70%用活性染料工艺为水解-接触氧化(HRT10h),混凝—沉淀(HRT4h),出水氧化池出水(静上沉降后),COD为150mg/L,色度200,用过多种药品(硫酸铝与脱色剂,石灰与硫酸亚铁),因改造工程,混凝加药停留4h后出水,极易反色,但是成本太高或者不能使COD色度同时达标问题四:处理站运行正常,刚开始出水不好,呈棕黄色,但是厌氧出水很好,经过氧化沟就出水不好,在氧化沟初沉池出水还带泥,水还是呈棕黄,不知道怎么办,曝气时,液面泡沫带少许绿色,现在就是想去污水处理全套设备除出水的色度问题五:我处理的是印染废水工艺调节池+初沉+水解接触+二沉+沙滤,正常出水一般黄色或有点粉红色,有时候出现蓝绿,请问是什么原因导致有时候出现蓝绿色



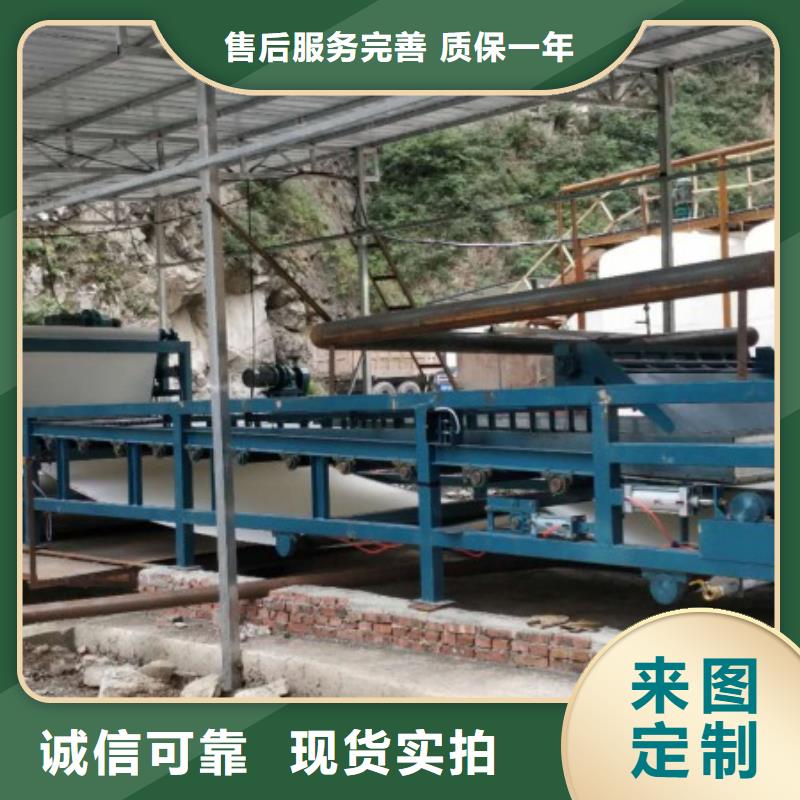
以下内容包括: 带式脱泥机的产品说明、所属公司的资质、荣誉、实景,欢迎各位客户进行实地考察;请您往下继续阅读 带式脱泥机的介绍,了解诠科机械设备(桂林市分公司)的更多信息。


一、带式压滤机滤网气动调偏阀的维修方法
带式压滤机产生的压缩空气中含有较多的油和水,容易造成积水、漏气、气动三通阀超压降低和气缸两个五通阀不动作。因此,压缩空气的质量是脱水压滤机稳定运行的关键。
这个问题的解决办法很简单。可在空压机出口安装气体干燥器或在储罐进口安装带滤芯的气体过滤器。用常放水及时更换滤芯,检查气体过滤器压差。
二、带式压滤机常见故障维修
1。带式压滤机电气柜不能通电,电机不能启动。
故障分析:过载或紧急停机电源开关闭锁,或保护装置启动
解决方案:检查保护装置是否断开,传输负载是否过载,电路系统是否损坏。
2.带式压滤机气压表不能调节大小
故障分析:管路或气动元件泄漏,空压机不能自动启动,空气滤清器堵塞或调压阀损坏
解决方法:检查气管是否损坏或打折,检查空压机及气动元件,及时修理或更换
3. 主机自动停机
故障分析:滤网走偏超限,保护启动。
解决方法:放松网带,手动复位网带,解除保护,正常运行后定位行程开关。
4。带式压滤机滤网超限或起皱
故障分析:调偏装置失灵。
解决方法:检查气压,检查偏差控制阀是否损坏,检查过滤器感应辊是否脱离啮合边缘,检查连杆是否灵敏,检查气缸是否损坏,检查是否漏气,检查偏差控制辊是否转动灵活。
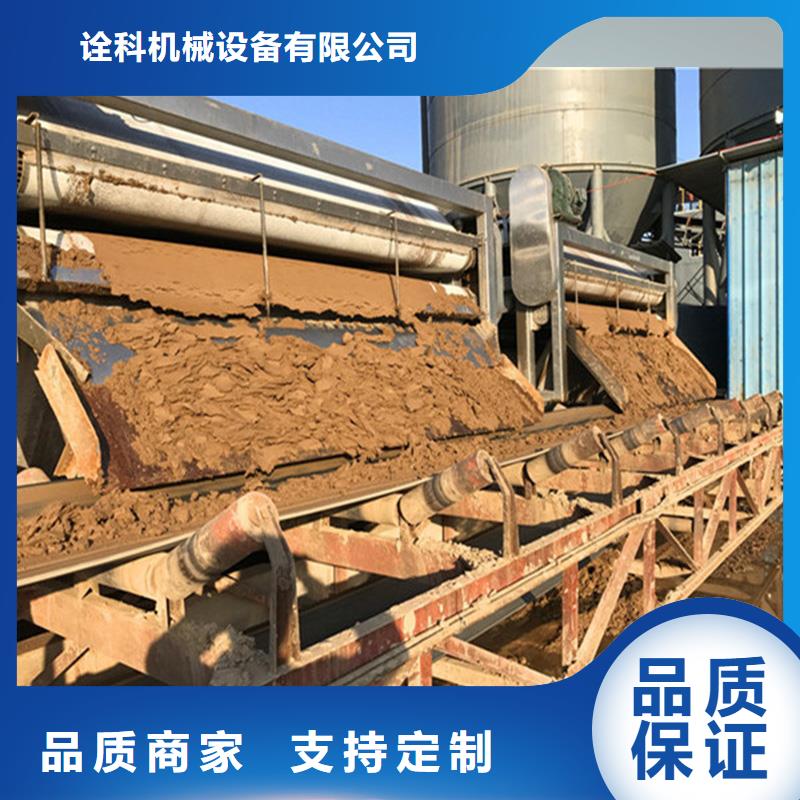
5. 滤饼含水率较高
故障分析:絮凝不充分、过滤器不足张力、压滤机速度快或过滤器清洗不干净
解决方案:调整污泥和液体的混合比,调整过滤器张力和主传动速度,检查清洗装置
6. 压滤液或清洗水悬浮物过多
故障分析:滤池渗透间隙孔过大或絮凝不足
解决方法:压滤机滤布更换滤网,检查絮凝剂选择是否正确,溶解浓度是否过高或过低。
7. 滤网清洗不干净
故障分析:喷嘴堵塞、水压不足、絮凝效果差
解决方法:疏通喷嘴,更换清洗泵,检查絮凝效果
8. 污泥絮凝效果差
故障分析:污泥与絮凝剂配比不正确,絮凝剂浓度低,污泥浓度高
解决方案:检查絮凝剂浓度,调整投加量,改变絮凝剂品种和质量
三、带式压滤机滤布纠偏装置原理:



厂家解析板框压滤机两种操作方式,板框压滤机主要是用来进行固液分离。将物料通过压力来过滤的,并广泛应用于化工,制药领域。对于它的操作方式也并不是单一的,下面厂家就给大家讲解一下关于板框压滤机在进行操作的两种方式。
1、自动操作:将转换开关切换“自动”位置,然后打开总电源.此时红色指示灯亮。如果需要打印,则按板框压滤机的绿色按钮,打印灯亮,这时若板框压滤机工作则自动打印。如不需要打印则再按此按钮,打印指示灯灭,则不打印。入料时间由时间继电器随意输入,短1分钟,长9999分钟。压滤机完成一个工作循环,如不等待或需时间更长,则按“压紧”或“暂停”即可。
2、手动操作:将转换开关转换到“手动”位置,按面板指示即可进行操作,入料时间可人工控制。手动操作时,板框压滤机的仍然可以打印。
