

以下是:河北省保定市重信誉自动包装流水线供应商的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 产地 广东 别称 生产线 范围 重信誉自动包装流水线供应范围覆盖河北省、石家庄市、唐山市、秦皇岛市、邯郸市、邢台市、保定市、张家口市、承德市、沧州市、廊坊市、衡水市 竞秀区、满城区、清苑区、涞水县、阜平县、徐水区、定兴县、唐县、高阳县、容城县、涞源县、望都县、安新县、易县、曲阳县、蠡县、顺平县、博野县、雄县、涿州市、定州市、安国市、高碑店市、莲池区等区域。 【依利达】为客户提供多样化产品,包括安新热收缩包装机产品实拍、望都热收缩包装机好品质经得住考验、承德热收缩包装机批发商、廊坊热收缩包装机来电咨询、张家口热收缩包装机优质材料厂家直销、唐山热收缩包装机高品质诚信厂家等,适配多元场景需求。重信誉自动包装流水线供应商,依利达包装器材(保定市分公司)为您提供重信誉自动包装流水线供应商,联系人:陆经理,电话:【18762195566】、【18762195566】。 河北省,保定市 保定市,河北省辖地级市,国务院批复确定的京津冀地区中心城市之一。保定市位于河北省中部偏西,太行山东麓,冀中平原西部,地势由西北向东南倾斜。地貌分为山区和平原两大类;地理坐标介于北纬38°14′29″~39°57′3″,东经113°45′32″~116°19′41″之间;东接雄安新区,东南邻沧州市,南接衡水市,西南连石家庄市,西靠山西省,西北与山西省及张家口市交界,北邻北京市,东北与廊坊市毗邻。保定地处京津石金三角,距北京140公里,距天津145公里,距石家庄125公里,总面积1.93万平方千米(不含雄安新区及定州)。截至2022年末,保定市常住人口914.4万(不含雄安新区及定州)。
产品视频展示,助您洞悉重信誉自动包装流水线供应商产品的每一处细节。让购买决策变得轻松简单,为您带来更好的购物体验。以下是:河北保定重信誉自动包装流水线供应商的图文介绍
河北保定依利达包装器材有限公司拥有 热收缩包装机研发、生产、营销、质检、物流仓储等完整的管理体系。立足于国内市场,以的品质和服务为广大用户提供值得信赖的 热收缩包装机产品。 热收缩包装机产品不断创新,及时满足市场需求。公司在合肥、上海和深圳建立了三个 热收缩包装机生产基地,组建了遍及全国的销售服务网络。 专业成就品质,科技引领未来。公司本着“品质优异、客户至上、诚实守信、和谐发展”的经营理念,愿与海内外客户精诚合作,共赢发展。
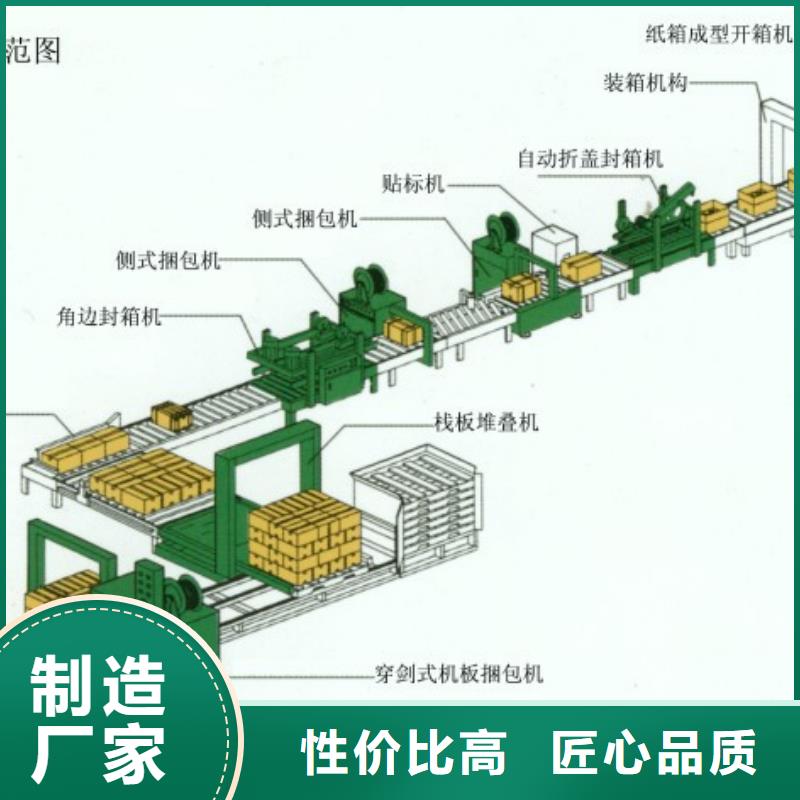
自动包装流水线分析点在其他设备所运输的物品进入码垛机前段:根据设定的排列方式强制对纸箱进行转向或输送,以达到整理、排序的作用。供应输送带将整理好的列纸箱用气缸推入装置之后依次推入第二列、第三列以形成排序层。????当纸箱按一定的排序形成一组(层)后升降机载着排序层上升并向前移动至码垛装置上部,并平稳地放在栈板(或前一排序层)上,以形成自动码垛。码垛装置是依靠变频马达和链条来完成其升、降和前进(后退)的。栈板库可堆积12个空栈板,并按程序要求定时向码垛装置供应栈板。由单独电机提供动力。当一栈板达到了码垛层数后发出信号,将实垛推出码垛部分。实垛通过排除输送带送至指定位置,码垛完成。?? ??堆满产品的栈板通过滚筒输送线进入穿剑式打包机使打包带自动穿过托盘环绕打包。开放式弓架活动的穿带能将栈板与捆包物牢固地捆包在一起。通过输送机进入水平式打包机对栈板上面堆放的包装物进行水平打包的打包机,弓架和烫头部分可以上,下,前,后移动,贴紧包装物后进行强力的打包。进入在线式缠绕包装机,自动上膜,完成底部缠绕,越顶及加强圈缠绕,自动断膜,进入成品暂存区。??
自动化包装流水线简介及各种包装流水线故障的处理方法:自动化技术多用于产业、农业、科学研究、交通运输、贸易、一疗、服务和家庭等方面。采用自动化包装技术不仅可以把人从繁重的体力劳动、部分脑力劳动以及恶劣、危险的工作环境中解放出来,而且能扩展人的器官功能,极大地进步劳动生产率,增强人类熟悉世界和改造世界的能力。
自动化流水线包装顺序为:贴标、喷码、扫描、包装?、?贴标机贴标工艺:放产品(可接流水线)—>产品导向(设备自动实现))—>产品输送(设备自动实现)—>贴标(设备自动实现)—>收集已贴标产品。? ??? 喷码机喷码工艺:喷码机喷码—扫描枪扫描条码—PLC识别条码信息—存储—传送上位机—出货扫描—自动装箱?
自动包装流水线可作为运输机械已应用于煤炭、粮食、面粉加工厂等行业。既可运送散装物料,又可运送袋装物料
克服自动包装流水线里的输送带打滑现象,首先要找到打滑原因,方可采取有效解决措施。?? 在使用过程中,如果出现跑偏,则要作以下检查以确定原因,进行进行调整。输送带跑偏时常检查的部位和处理方法有:1、?检查托辊横向中心线与带式输送机纵向中心线的不重合度。如果不重合度值超过3mm,则应利用托辊组两侧的长形安装孔对其进行调整。具体方法是输送带偏向哪一侧,托辊组的哪一侧向输送带前进的方向前移,或另外一侧后移。2、检查头、尾机架安装轴承座的两个平面的偏差值。若两平面的偏差大于1mm,则应对两平面调整在同一平面内。头部滚筒的调整方法是:若输送带向滚筒的右侧跑偏,则滚筒右侧的轴承座应当向前移动或左侧轴承座后移;若输送带向滚筒的左侧跑偏,则滚筒左侧的轴承座应当向前移动或右侧轴承座后移。尾部滚筒的调整方法与头部滚筒刚好相反。 3、?检查物料在输送带上的位置。?物料在输送带横断面上不居中,将导致输送带跑偏。如果物料偏到右侧,则皮带向左侧跑偏,反之亦然。在使用时应尽可能的让物料居中。为减少或避免此类输送带跑偏可增加挡料板,改变物料的方向和位置??
重信誉自动包装流水线供应商,依利达包装器材(保定市分公司)为您提供重信誉自动包装流水线供应商的资讯,联系人:陆经理,电话:【18762195566】、【18762195566】。








